服务项目
最新动态
 首页 > 服务项目 > 压力容器许可证 > 焊接接头的选择与坡口设计
首页 > 服务项目 > 压力容器许可证 > 焊接接头的选择与坡口设计压力容器资质:焊接接头的选择与坡口设计
焊接结构是由许多部件、元件、零件用焊接方法连接而成的,因此焊接接头的性能质量好坏直接与焊接结构的性能和安全性、可靠性有关。多年来焊接工程界对焊接接头进行了广泛的试验研究,这对于提高焊接结构的性能和可靠性,扩大焊接结构的应用范围起了很大作用。
一、焊接接头
(1)焊接接头的基本类型
用主要的焊接方法如熔焊、压焊和钎焊都可制成焊接结构,用这些焊接方法连接金属结构形成不可拆的连接接头—焊接接头,分别形成熔焊接头、压焊接头和钎焊接头,从而构成焊接结构。但应用最广泛的是熔焊,这里重点介绍熔焊接头。
1)熔焊接头:熔焊接头由焊缝金属、熔合线、热影响区和母材所组成。而焊缝金属是填充材料和部分母材熔化后凝固而成的铸造组织。熔焊接头各部分的组织是不均匀的,性能上也存在差异。这是由于以上四个区域化学成分和金相组织不同,并且接头处往往改变了构件原来的截面和形状,出现不连续,甚至有缺陷,形成不同程度的应力集中,还有焊接残余应力和变形,大的刚度等都对接头的性能有影响,结果使接头不仅力学性能不均匀,而且物理化学性能也存在差异。为保证焊接结构可靠地工作,希望焊接接头具有与母材相同的力学性能,有些情况下还希望获得相同的物理和化学性能,如导电、导磁、抗腐蚀性能和相同的光泽和颜色等。
就焊缝金属而言,往往形成柱状晶铸造组织,一般较母材的强度高且硬,而韧性下降。对于高强度钢,采用适当的工艺措施,如预热、缓冷或采用合适的热输人也可获得要求性能的焊缝金属。一般来说,焊缝金属强度相对母材强度可能要高或低,前者称为高匹配,后者称为低匹配。
宽度不大的热影响区,由于焊接温度场梯度大,各点的热循环大不相同,造成了组织和性能的不同。这种差别和被焊金属的组织成分、焊接热输人有关。特别要指出的是经过焊接热循环后发生的“动应变时效”(热应变时效)会使接头性能恶化。将钢材、铝材等经预应变后,会产生变脆的“时效”现象,这种预应变及时效都是在低温(室温)下发生的,通常称为“静应变时效”。而焊接热影响区经焊接热循环后会产生热应变,焊接的高温加速了时效脆化,所以“动应变时效”大大降低了接头的性能,要注意防止。
熔焊的焊缝主要有对接焊缝和角焊缝,以这两种焊缝为主体构成的焊接接头有对接接头、角接接头、T形(十字)接头、搭接接头和塞焊接头等。根据GB/T 985-1988《气焊、焊条电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》和GB/T 986-1988《埋弧焊焊缝坡口的基本形式与尺寸》常用的焊缝坡口基本形式与所构成的上述接头形式如图5 -1所示。图5 -1中给出了对接接头(见图5-1 a~n)、角接接头(见图5 -1o~u) 、T形和十字接头(见图5 -1 v~Y及z、a')及搭接接头(见图5 -1 b' 、c')的坡口形式、尺寸、熔化形成的焊缝金属(图中用细实线表示)。由符号字母代表的有关尺寸见表5-6。表5-6是参照GB/T 985-1988 , GB/T 986-1988标准规定列出的。选择哪一种坡口形式除按照上述两标准外,也可按行业和企业标准由焊件厚度确定,并且有一个合适的区间。例如厚度为30mm的板对接,既可以选择图5 -1 i所示的双Y形坡口(由表5-6可查得:用焊条电弧焊时,该坡口适于12~ 60mm厚的板;用埋弧焊时,适于24~60mm厚的板),也可以选择图5 -1 m所示带钝边的双U形坡口。无论选择哪一种坡口形式,都首先要保证接头质量,同时还要考虑经济性。.png)
.png)
.png) 电渣焊接头是熔焊接头中重要的一种接头。当焊件厚度大于30mm时即可以考虑采用电渣焊接头,特别是大断面的焊缝,例如焊件厚度大于60 mm,则电渣焊比电弧焊接头效率要高。常用电渣焊接头的基本形式如图5 -2所示,各种形式电渣焊接头尺寸见表5 -7。当工件采用电渣焊时要使工件位置做到焊缝由下至上,即适于垂直位置焊接的焊缝。电渣焊焊缝由焊接材料和母材边缘被高温的渣池熔化堆积而成,因而焊缝的内外侧应该有挡块,电渣焊适于大和特大焊接截面的焊件,如厚壁压力容器、大直径的轴、大厚度的管道、大机器件的拼焊等。电渣焊的焊件焊后通常要经正火——回火或高温退火热处理,以消除大焊接热输人造成的宽热影响区、粗晶粒、高残余应力的不良影响。
电渣焊接头是熔焊接头中重要的一种接头。当焊件厚度大于30mm时即可以考虑采用电渣焊接头,特别是大断面的焊缝,例如焊件厚度大于60 mm,则电渣焊比电弧焊接头效率要高。常用电渣焊接头的基本形式如图5 -2所示,各种形式电渣焊接头尺寸见表5 -7。当工件采用电渣焊时要使工件位置做到焊缝由下至上,即适于垂直位置焊接的焊缝。电渣焊焊缝由焊接材料和母材边缘被高温的渣池熔化堆积而成,因而焊缝的内外侧应该有挡块,电渣焊适于大和特大焊接截面的焊件,如厚壁压力容器、大直径的轴、大厚度的管道、大机器件的拼焊等。电渣焊的焊件焊后通常要经正火——回火或高温退火热处理,以消除大焊接热输人造成的宽热影响区、粗晶粒、高残余应力的不良影响。
电子束焊接接头是熔焊接头中一种特殊的接头。它是利用聚焦的高速电子流轰击焊件,使电子动能转化为热能而熔化焊接接头的焊缝区而进行的熔焊。其特点是可焊接各种特殊的金属,大厚度,焊缝的深宽比大(可达25 :1)。按其特点应用于核反应堆元件,航空、航天设备中的某些特殊金属、超高强度钢及耐热合金零件的焊接。由于电子束直径细、焊接能量集中,焊接时不加填充金属,形成了电子束焊接头的一些特点。这种接头也有对接、角接、T形接和搭接形式,还有一种类似于电渣焊的叠接的端接形式,只是焊件是贴紧的。
2)压焊接头:除了上述熔焊接头外,电阻焊、摩擦焊、扩散焊、超声波焊、冷压焊和爆炸焊统称为压焊,其中电阻焊和摩擦焊由于其具有高效率的特点,在许多部门得到了广泛的应用。特别是在汽车工业中,电阻焊和摩擦焊应用很普遍,电阻焊中的点焊(包括滚点焊)和缝焊多是采用搭接接头,凸焊是点焊的一种变异,但接头形式有多种多样,需要根据焊件形状尺寸,设计出适用和巧妙的接头来。高频电阻焊一般为对接,也有采用搭接接头的。电阻对焊显然是采用对接接头,应当指出的是,由于电阻对焊工艺的发展,目前其已经可以焊接100000mm²以上的截面,所以在锅炉压力容器的制造中,特别是钢管道的环缝中,例如石油、天然气的长输管线建设中(包括陆地和海洋),电阻对焊获得了应用。摩擦焊接头通常也是采用对接接头。其他的阻焊接头形式和应用可参考有关资料。
3)钎焊接头:钎焊接头也有多种类型,但基本类型只有对接接头和搭接接头两种。
(2)熔焊坡口形式的选择
熔焊坡口形式根据其形状,可分三类,即基本型,如图5-1b, 1等即I形、V形和单V形、U形和单U形等;还有就是特殊型,如卷边的、带垫板的、锁边的和塞焊、开槽焊等;组合型,顾名思义这是上述各型组合而成,图5 -1中绝大多数都是这种组合型的坡口。坡口形式通常根据工厂条件、工艺要求等考虑以下问题来决定。
1)工厂的加工条件。例如采用双V形、Y形、单边V形、双单边V形、V形、I形等坡口可用气割、等离子弧切割,当然也可用金属切削方法加工。但双U形、带钝边U形、带钝边J形、U形、Y形坡口一般需用刨边机加工(最近也有采用气割加工U形坡口的报道),效率较热切割低。
2)可达性的好坏。采用Y形、带垫板Y形(见图5-1e、f)、带垫板V形、VY形(见图5-1g)、带钝边的U形(见图5-1h)等坡口的接头,施焊时,一般可不需翻转,对内径较小的容器或管道,以及不便翻转的结构,为避免仰焊及不能从内侧施焊,则可采用这种坡口和焊缝形式。
3)减小焊接材料的消耗量,一般熔敷金属量小,焊接材料(焊条、焊丝和焊剂、保护气体)消耗也小,也节省加工时间。同样板厚:Y形比双Y形坡口的熔敷金属量增加最大可达50%,双U形或UY形则更加节省熔敷金属,因此对于大厚度的焊接接头,多采用这种较经济的坡口。
对于不适于电渣焊、电子束焊的特厚件焊缝还采用窄间隙焊。电渣焊的坡口。
4)考虑焊接变形与应力。例如单面焊可能引起角变形和焊缝根部的严重焊接残余应力,此时要考虑材料(母材)特点,采用适当的工艺和坡口形式,以便获得合格的接头。
应该指出,无论是对接焊缝还是角焊缝,其焊缝表面都可以是凹陷的、凸起的或是平齐的,后者有时通过加工来达到。而角焊缝除了上述三种等边角焊缝外,还有三种不等边角焊缝,图5 -3所示直角焊缝的四种形式,除三种等边平的、凹的和凸的直角焊缝外(见图5-3a~c),还有平的不等边直角焊缝(见图5-3d) 。焊脚尺寸K为角焊缝的特征尺寸,角焊缝的焊脚尺寸为焊缝内接等腰直角三角形的直角边,如图5 -3所示。.png) (3)工作接头、联系接头和密封接头
(3)工作接头、联系接头和密封接头
前述焊接接头的基本类型主要是根据采用的焊接工艺来区分的。实际上也是根据焊接结构焊缝的承载状况来分的。焊接结构的焊缝又可以按直接承受载荷与否分为承载焊缝和非承载焊缝,习惯上又称为工作焊缝和联系焊缝,如图5-4所示。前者将结构中的作用力由一个零件传至另一个零件,焊缝和零(构)件串联在一起,这种焊缝必须进行强度计算。后者的焊缝和零(构)件并联在一起,与零(构)件一起同时受力和变形,焊缝即使破坏,一般也不会影响整个结构的安全工作,传递作用力不是焊缝的主要任务,通常可不进行强度计算。但严格讲,应该认为是整个接头,除焊缝外,还有熔合线、热影响区等承担(串联或并联)直接作用载荷或不直接承受载荷(并联),所以有资料提出了工作接头、联系接头和密封接头。后者的主要任务是防止泄漏,故多属于工作接头。.png) (4)焊接接头工作应力的分布
(4)焊接接头工作应力的分布
图5 -1所示的熔焊接头,如前述主要有对接接头、角接接头、T形接头(十字接头)和搭接接头,塞焊接头实际上也是一种搭接接头。在焊接接头中工作应力的分布不是均匀的,也就是存在应力集中,而各种接头应力集中的情形亦不相同。其中对接接头应力集中最小,形式最简单,力的传递也较少转折,故是最合理的、典型的焊接接头形式。即使如此,对接接头如果出现较大的余高和过渡处圆弧半径较小,则应力集中将增大,图5 -5是对接接头中应力分布的情形。图5-6则是应力集中系数Kσ随余高h和过渡圆弧半径r变化而变化的情形。.png) T形(十字)接头由母材向焊缝过渡急剧,力的传递转折大,力线扭曲,应力分布不均,易出现较大的应力集中,其应力分布如图5 -7所示。由图5-7a可见,由不开坡口角焊缝构成的T形(十字)接头,即图5 -1a所示T形接头,其最大应力在角焊缝的根部,如Ⅰ - Ⅰ、 Ⅱ - Ⅱ截面的A点和Ⅲ - Ⅲ截面的B点。如开坡口焊透,则应力分布大为改善,如图5-7b所示。T形(十字)接头也是典型的熔焊接头,应用亦很广,该接头在造船业中占所有接头的70%,所以改善其应力分布十分重要。对于Ⅰ形坡口的角焊缝构成的T形(十字)接头,随着焊脚尺寸的增大和θ角的减小(图5-7a),应力集中下降,当θ角小于或大于45°,即属图5-3d的不等边角焊缝时,只有长边顺着力线方向(即θ<45°),才会改善应力分布不均的状况。
T形(十字)接头由母材向焊缝过渡急剧,力的传递转折大,力线扭曲,应力分布不均,易出现较大的应力集中,其应力分布如图5 -7所示。由图5-7a可见,由不开坡口角焊缝构成的T形(十字)接头,即图5 -1a所示T形接头,其最大应力在角焊缝的根部,如Ⅰ - Ⅰ、 Ⅱ - Ⅱ截面的A点和Ⅲ - Ⅲ截面的B点。如开坡口焊透,则应力分布大为改善,如图5-7b所示。T形(十字)接头也是典型的熔焊接头,应用亦很广,该接头在造船业中占所有接头的70%,所以改善其应力分布十分重要。对于Ⅰ形坡口的角焊缝构成的T形(十字)接头,随着焊脚尺寸的增大和θ角的减小(图5-7a),应力集中下降,当θ角小于或大于45°,即属图5-3d的不等边角焊缝时,只有长边顺着力线方向(即θ<45°),才会改善应力分布不均的状况。
由角焊缝构成的搭接接头,其应力分布很不均匀,它不是理想的结构接头形式,在动载和低温时尤其应避免采用。但由于采用搭接接头,装配工作十分简便,焊前准备工作简单,构件收缩量小,故在一些受静载的建筑结构中和用薄板制造的储罐结构中仍被采用。应该指出:搭接接头又可分为正面搭接和侧面搭接,搭接接头中不仅存在角焊缝横截面上应力分布不均的情形(和T形接头角焊缝类似),而且正面和侧面搭接焊缝中的应力分布也不同,侧面搭接焊缝沿焊缝长度的应力分布不均,如图5-8所示。该图是仅有侧面搭接焊缝的情况,A1、A2表示搭接板的截面积,曲线为切应力Tx的分布。由图5-8c可见,当焊缝长度增加,应力分布不均加剧,中段几乎不受力,故一些标准规定了承载搭接焊缝(侧面搭接)的长度。
二、焊接接头的设计
(1)焊接接头的设计特点
优良的接头设计是防止结构破坏的条件之一。实际受力十分复杂的接头,进行设计应考虑以下问题:.png) 1)焊接结构应该优先采用接头(焊缝)形式简单、应力集中小、不破坏结构连续性的,即不使或很少使力线密集或出现转折的接头和焊缝形式。
1)焊接结构应该优先采用接头(焊缝)形式简单、应力集中小、不破坏结构连续性的,即不使或很少使力线密集或出现转折的接头和焊缝形式。
上述熔焊接头中,对接接头是最符合上述条件的,因此应优先考虑采用,其次应考虑采用T形(十字)接头,而搭接接头则应避免采用,但如上述在一些静载的,不是很重要的结构中为了施工方便仍有采用。
2)在有可能的条件下,尽量将焊接接头布置在工作载荷较小处,以及构件几何尺寸和形状不变的地方。
3)角焊缝的焊脚尺寸不宜过大,搭接角焊缝不宜过长。如前所述,应力分布沿角焊缝截面是不均匀的,截面越大,应力分布不均匀的程度越大,故大截面的角焊缝承载能力低。而焊接材料与工时消耗却随焊脚尺寸成平方地增加。在搭接接头中,正面角焊缝的刚度大于侧面角焊缝,实际强度也大,所以具有正侧面角焊缝的联合搭接角焊缝中的应力分布不均,侧面角焊缝沿焊缝长度方向的应力分布亦不均,故对重要的结构、变形能力差的接头,尤其要注意。
4)钢板在厚度方向上(Z向)性能差,因此组成T形(十字)接头,如要在厚度方向上传递外力,应选用Z向钢。
5)焊接接头刚度大,焊缝未达屈服前变形量很小,故对于作为铰接点的接头(如桁架的节点)可能产生高的附加应力,此时应采取诸如减小焊接截面、改变焊缝位置等措施来增加接头的柔性。
6)充分考虑制造厂的条件,提高设计接头的工艺性。如使焊接结构的接头种类少,采用的焊接方法种类少,接头尺寸单一;施工时的可达性好,包括焊接时的可达性和焊接完成后的可检验性(如射线探伤便于布片,超声探伤有合适的探头移动范围等);施焊性好等等。
7)计算接头时不考虑应力分布不均及焊接残余应力,下面还要介绍到这种计算是作了一些假定和简化的。而对于工作条件苛刻,如在低温或动载下或接头刚度大的场合,则要适当考虑这些因素。而对于在腐蚀环境下工作的焊接结构的接头,接头的细节设计也需要特殊考虑。
(2)焊接接头静载强度的计算
1)以许用应力法为基础的计算
①对接接头强度的计算:图5 -9为典型对接接头及其受力情况,可按表5-8的公式进行计算。由计算公式中可以看出,计算不考虑接头中的应力集中(应力分布不均),也不考虑焊接残余应力,并认为工作应力沿焊缝是均匀分布的。从图5-9a可以看出,当不同厚度的两板对接,厚度差(δ一δ1)超过规定值时(按GB 985标准,允许厚度差1~4mm),需在厚板上削出斜面,斜面长L>3(δ一δ1),也可两面削出斜面。
②搭接接头强度的计算:图5-10为典型的搭接接头及受力情况,这里还列出了塞焊和电铆焊搭接接头(见图5-10g、h),除此以外,搭接接头都是角焊缝组成的,和对接接头强度计算主要是验算对接焊缝的强度一样,搭接接头强度计算则主要是计算角焊缝的强度。在搭接角焊缝的计算中进行了下述假定:
第一,对于此种角焊缝的形状(见图5 -3)都将内接等腰直角三角形的高即K0,作为计算厚度,不计及焊缝的凸凹度,也不考虑熔深的差别,这样
K0≈0. 7K, K为焊脚尺寸。当熔深较大,如埋弧焊时,可考虑K0≈0. 8K,甚至等于K。
第二,角焊缝一律按计算截面,即计算厚度(习惯称喉厚)截面处受切应力破坏来计算,即使接头承受弯矩,抵抗弯矩产生的应力亦假定为切应力,见表5-8中,式(5-12 )、式(5-15 )、式(5-17 )等等。 第三,不考虑正、侧面角焊缝上应力的差别和焊缝上应力分布的不均,这给计算带来了方便。由于侧面搭接焊缝随焊缝长度的增加,应力不均匀程度增大,上述计算规定限制了计算焊缝的长度。
第三,不考虑正、侧面角焊缝上应力的差别和焊缝上应力分布的不均,这给计算带来了方便。由于侧面搭接焊缝随焊缝长度的增加,应力不均匀程度增大,上述计算规定限制了计算焊缝的长度。
第四,限制角焊缝的最小焊脚尺寸,一般不应小于4mm,当板厚小于4mm,则焊脚尺寸可与板厚相同。图5 -10各种搭接接头强度的计算见表5-8的相关部分。
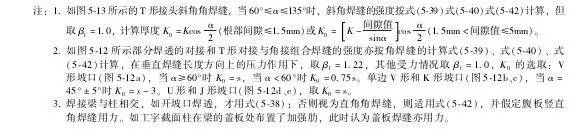
③T形接头强度的计算:如图5-7所示,T形接头和十字接头可以由角焊缝构成(见图5 -7a),这种接头会产生应力集中,也可以由对接焊缝,如K形坡口(见图5-7b)焊缝构成,后者应力集中要小得多。表5-8所列包括了两种焊缝的强度计算。可以看出,角焊缝的强度计算与搭接角焊缝的强度计算是一样的,而后者又和对接焊缝强度的计算相同。应该指出,T形接头承受压力(见图5 -11a)时,由于立板可与盖板抵紧,承受压力能力大为提高,可用式(5 -20 )进行强度计算。很多情况下,集中力既不平行、又不垂直于焊缝,可以将作用力分解成两部分,分别进行强度计算,如图5 -11 d及表5-8中式(5 -26 )。.png) 2)极限状态设计法焊缝连接的计算。根据GB 50017-2003《钢结构设计规范》,采用焊接连接时,对于对接接头、T形接头、角接头和搭接接头上的焊缝,采用了对接焊缝、直角角焊缝(图5 -3 )、斜角角焊缝(图5 -13)和对接与角接的组合焊缝(图5-12)等形式。焊缝则应根据结构的重要性、载荷特性、焊缝形式、工作环境以及应力状态等情况选用是否熔透和不同质量等级,如承受疲劳构件的对接焊缝均应焊透且焊缝质量为I 、II级;虽不计疲劳,但要求与母材等强的,也要求焊透,并应不低于II级的焊缝质量;重级工作制的吊车梁、起重量>50t的中级工作制的吊车梁,腹板与盖板间的角焊缝,要求开坡口焊透等。
2)极限状态设计法焊缝连接的计算。根据GB 50017-2003《钢结构设计规范》,采用焊接连接时,对于对接接头、T形接头、角接头和搭接接头上的焊缝,采用了对接焊缝、直角角焊缝(图5 -3 )、斜角角焊缝(图5 -13)和对接与角接的组合焊缝(图5-12)等形式。焊缝则应根据结构的重要性、载荷特性、焊缝形式、工作环境以及应力状态等情况选用是否熔透和不同质量等级,如承受疲劳构件的对接焊缝均应焊透且焊缝质量为I 、II级;虽不计疲劳,但要求与母材等强的,也要求焊透,并应不低于II级的焊缝质量;重级工作制的吊车梁、起重量>50t的中级工作制的吊车梁,腹板与盖板间的角焊缝,要求开坡口焊透等。
.png)
.jpg)
.jpg)
一、焊接接头
(1)焊接接头的基本类型
用主要的焊接方法如熔焊、压焊和钎焊都可制成焊接结构,用这些焊接方法连接金属结构形成不可拆的连接接头—焊接接头,分别形成熔焊接头、压焊接头和钎焊接头,从而构成焊接结构。但应用最广泛的是熔焊,这里重点介绍熔焊接头。
1)熔焊接头:熔焊接头由焊缝金属、熔合线、热影响区和母材所组成。而焊缝金属是填充材料和部分母材熔化后凝固而成的铸造组织。熔焊接头各部分的组织是不均匀的,性能上也存在差异。这是由于以上四个区域化学成分和金相组织不同,并且接头处往往改变了构件原来的截面和形状,出现不连续,甚至有缺陷,形成不同程度的应力集中,还有焊接残余应力和变形,大的刚度等都对接头的性能有影响,结果使接头不仅力学性能不均匀,而且物理化学性能也存在差异。为保证焊接结构可靠地工作,希望焊接接头具有与母材相同的力学性能,有些情况下还希望获得相同的物理和化学性能,如导电、导磁、抗腐蚀性能和相同的光泽和颜色等。
就焊缝金属而言,往往形成柱状晶铸造组织,一般较母材的强度高且硬,而韧性下降。对于高强度钢,采用适当的工艺措施,如预热、缓冷或采用合适的热输人也可获得要求性能的焊缝金属。一般来说,焊缝金属强度相对母材强度可能要高或低,前者称为高匹配,后者称为低匹配。
宽度不大的热影响区,由于焊接温度场梯度大,各点的热循环大不相同,造成了组织和性能的不同。这种差别和被焊金属的组织成分、焊接热输人有关。特别要指出的是经过焊接热循环后发生的“动应变时效”(热应变时效)会使接头性能恶化。将钢材、铝材等经预应变后,会产生变脆的“时效”现象,这种预应变及时效都是在低温(室温)下发生的,通常称为“静应变时效”。而焊接热影响区经焊接热循环后会产生热应变,焊接的高温加速了时效脆化,所以“动应变时效”大大降低了接头的性能,要注意防止。
熔焊的焊缝主要有对接焊缝和角焊缝,以这两种焊缝为主体构成的焊接接头有对接接头、角接接头、T形(十字)接头、搭接接头和塞焊接头等。根据GB/T 985-1988《气焊、焊条电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》和GB/T 986-1988《埋弧焊焊缝坡口的基本形式与尺寸》常用的焊缝坡口基本形式与所构成的上述接头形式如图5 -1所示。图5 -1中给出了对接接头(见图5-1 a~n)、角接接头(见图5 -1o~u) 、T形和十字接头(见图5 -1 v~Y及z、a')及搭接接头(见图5 -1 b' 、c')的坡口形式、尺寸、熔化形成的焊缝金属(图中用细实线表示)。由符号字母代表的有关尺寸见表5-6。表5-6是参照GB/T 985-1988 , GB/T 986-1988标准规定列出的。选择哪一种坡口形式除按照上述两标准外,也可按行业和企业标准由焊件厚度确定,并且有一个合适的区间。例如厚度为30mm的板对接,既可以选择图5 -1 i所示的双Y形坡口(由表5-6可查得:用焊条电弧焊时,该坡口适于12~ 60mm厚的板;用埋弧焊时,适于24~60mm厚的板),也可以选择图5 -1 m所示带钝边的双U形坡口。无论选择哪一种坡口形式,都首先要保证接头质量,同时还要考虑经济性。
电子束焊接接头是熔焊接头中一种特殊的接头。它是利用聚焦的高速电子流轰击焊件,使电子动能转化为热能而熔化焊接接头的焊缝区而进行的熔焊。其特点是可焊接各种特殊的金属,大厚度,焊缝的深宽比大(可达25 :1)。按其特点应用于核反应堆元件,航空、航天设备中的某些特殊金属、超高强度钢及耐热合金零件的焊接。由于电子束直径细、焊接能量集中,焊接时不加填充金属,形成了电子束焊接头的一些特点。这种接头也有对接、角接、T形接和搭接形式,还有一种类似于电渣焊的叠接的端接形式,只是焊件是贴紧的。
2)压焊接头:除了上述熔焊接头外,电阻焊、摩擦焊、扩散焊、超声波焊、冷压焊和爆炸焊统称为压焊,其中电阻焊和摩擦焊由于其具有高效率的特点,在许多部门得到了广泛的应用。特别是在汽车工业中,电阻焊和摩擦焊应用很普遍,电阻焊中的点焊(包括滚点焊)和缝焊多是采用搭接接头,凸焊是点焊的一种变异,但接头形式有多种多样,需要根据焊件形状尺寸,设计出适用和巧妙的接头来。高频电阻焊一般为对接,也有采用搭接接头的。电阻对焊显然是采用对接接头,应当指出的是,由于电阻对焊工艺的发展,目前其已经可以焊接100000mm²以上的截面,所以在锅炉压力容器的制造中,特别是钢管道的环缝中,例如石油、天然气的长输管线建设中(包括陆地和海洋),电阻对焊获得了应用。摩擦焊接头通常也是采用对接接头。其他的阻焊接头形式和应用可参考有关资料。
3)钎焊接头:钎焊接头也有多种类型,但基本类型只有对接接头和搭接接头两种。
(2)熔焊坡口形式的选择
熔焊坡口形式根据其形状,可分三类,即基本型,如图5-1b, 1等即I形、V形和单V形、U形和单U形等;还有就是特殊型,如卷边的、带垫板的、锁边的和塞焊、开槽焊等;组合型,顾名思义这是上述各型组合而成,图5 -1中绝大多数都是这种组合型的坡口。坡口形式通常根据工厂条件、工艺要求等考虑以下问题来决定。
1)工厂的加工条件。例如采用双V形、Y形、单边V形、双单边V形、V形、I形等坡口可用气割、等离子弧切割,当然也可用金属切削方法加工。但双U形、带钝边U形、带钝边J形、U形、Y形坡口一般需用刨边机加工(最近也有采用气割加工U形坡口的报道),效率较热切割低。
2)可达性的好坏。采用Y形、带垫板Y形(见图5-1e、f)、带垫板V形、VY形(见图5-1g)、带钝边的U形(见图5-1h)等坡口的接头,施焊时,一般可不需翻转,对内径较小的容器或管道,以及不便翻转的结构,为避免仰焊及不能从内侧施焊,则可采用这种坡口和焊缝形式。
3)减小焊接材料的消耗量,一般熔敷金属量小,焊接材料(焊条、焊丝和焊剂、保护气体)消耗也小,也节省加工时间。同样板厚:Y形比双Y形坡口的熔敷金属量增加最大可达50%,双U形或UY形则更加节省熔敷金属,因此对于大厚度的焊接接头,多采用这种较经济的坡口。
对于不适于电渣焊、电子束焊的特厚件焊缝还采用窄间隙焊。电渣焊的坡口。
4)考虑焊接变形与应力。例如单面焊可能引起角变形和焊缝根部的严重焊接残余应力,此时要考虑材料(母材)特点,采用适当的工艺和坡口形式,以便获得合格的接头。
应该指出,无论是对接焊缝还是角焊缝,其焊缝表面都可以是凹陷的、凸起的或是平齐的,后者有时通过加工来达到。而角焊缝除了上述三种等边角焊缝外,还有三种不等边角焊缝,图5 -3所示直角焊缝的四种形式,除三种等边平的、凹的和凸的直角焊缝外(见图5-3a~c),还有平的不等边直角焊缝(见图5-3d) 。焊脚尺寸K为角焊缝的特征尺寸,角焊缝的焊脚尺寸为焊缝内接等腰直角三角形的直角边,如图5 -3所示。
前述焊接接头的基本类型主要是根据采用的焊接工艺来区分的。实际上也是根据焊接结构焊缝的承载状况来分的。焊接结构的焊缝又可以按直接承受载荷与否分为承载焊缝和非承载焊缝,习惯上又称为工作焊缝和联系焊缝,如图5-4所示。前者将结构中的作用力由一个零件传至另一个零件,焊缝和零(构)件串联在一起,这种焊缝必须进行强度计算。后者的焊缝和零(构)件并联在一起,与零(构)件一起同时受力和变形,焊缝即使破坏,一般也不会影响整个结构的安全工作,传递作用力不是焊缝的主要任务,通常可不进行强度计算。但严格讲,应该认为是整个接头,除焊缝外,还有熔合线、热影响区等承担(串联或并联)直接作用载荷或不直接承受载荷(并联),所以有资料提出了工作接头、联系接头和密封接头。后者的主要任务是防止泄漏,故多属于工作接头。
图5 -1所示的熔焊接头,如前述主要有对接接头、角接接头、T形接头(十字接头)和搭接接头,塞焊接头实际上也是一种搭接接头。在焊接接头中工作应力的分布不是均匀的,也就是存在应力集中,而各种接头应力集中的情形亦不相同。其中对接接头应力集中最小,形式最简单,力的传递也较少转折,故是最合理的、典型的焊接接头形式。即使如此,对接接头如果出现较大的余高和过渡处圆弧半径较小,则应力集中将增大,图5 -5是对接接头中应力分布的情形。图5-6则是应力集中系数Kσ随余高h和过渡圆弧半径r变化而变化的情形。
由角焊缝构成的搭接接头,其应力分布很不均匀,它不是理想的结构接头形式,在动载和低温时尤其应避免采用。但由于采用搭接接头,装配工作十分简便,焊前准备工作简单,构件收缩量小,故在一些受静载的建筑结构中和用薄板制造的储罐结构中仍被采用。应该指出:搭接接头又可分为正面搭接和侧面搭接,搭接接头中不仅存在角焊缝横截面上应力分布不均的情形(和T形接头角焊缝类似),而且正面和侧面搭接焊缝中的应力分布也不同,侧面搭接焊缝沿焊缝长度的应力分布不均,如图5-8所示。该图是仅有侧面搭接焊缝的情况,A1、A2表示搭接板的截面积,曲线为切应力Tx的分布。由图5-8c可见,当焊缝长度增加,应力分布不均加剧,中段几乎不受力,故一些标准规定了承载搭接焊缝(侧面搭接)的长度。
二、焊接接头的设计
(1)焊接接头的设计特点
优良的接头设计是防止结构破坏的条件之一。实际受力十分复杂的接头,进行设计应考虑以下问题:
上述熔焊接头中,对接接头是最符合上述条件的,因此应优先考虑采用,其次应考虑采用T形(十字)接头,而搭接接头则应避免采用,但如上述在一些静载的,不是很重要的结构中为了施工方便仍有采用。
2)在有可能的条件下,尽量将焊接接头布置在工作载荷较小处,以及构件几何尺寸和形状不变的地方。
3)角焊缝的焊脚尺寸不宜过大,搭接角焊缝不宜过长。如前所述,应力分布沿角焊缝截面是不均匀的,截面越大,应力分布不均匀的程度越大,故大截面的角焊缝承载能力低。而焊接材料与工时消耗却随焊脚尺寸成平方地增加。在搭接接头中,正面角焊缝的刚度大于侧面角焊缝,实际强度也大,所以具有正侧面角焊缝的联合搭接角焊缝中的应力分布不均,侧面角焊缝沿焊缝长度方向的应力分布亦不均,故对重要的结构、变形能力差的接头,尤其要注意。
4)钢板在厚度方向上(Z向)性能差,因此组成T形(十字)接头,如要在厚度方向上传递外力,应选用Z向钢。
5)焊接接头刚度大,焊缝未达屈服前变形量很小,故对于作为铰接点的接头(如桁架的节点)可能产生高的附加应力,此时应采取诸如减小焊接截面、改变焊缝位置等措施来增加接头的柔性。
6)充分考虑制造厂的条件,提高设计接头的工艺性。如使焊接结构的接头种类少,采用的焊接方法种类少,接头尺寸单一;施工时的可达性好,包括焊接时的可达性和焊接完成后的可检验性(如射线探伤便于布片,超声探伤有合适的探头移动范围等);施焊性好等等。
7)计算接头时不考虑应力分布不均及焊接残余应力,下面还要介绍到这种计算是作了一些假定和简化的。而对于工作条件苛刻,如在低温或动载下或接头刚度大的场合,则要适当考虑这些因素。而对于在腐蚀环境下工作的焊接结构的接头,接头的细节设计也需要特殊考虑。
(2)焊接接头静载强度的计算
1)以许用应力法为基础的计算
①对接接头强度的计算:图5 -9为典型对接接头及其受力情况,可按表5-8的公式进行计算。由计算公式中可以看出,计算不考虑接头中的应力集中(应力分布不均),也不考虑焊接残余应力,并认为工作应力沿焊缝是均匀分布的。从图5-9a可以看出,当不同厚度的两板对接,厚度差(δ一δ1)超过规定值时(按GB 985标准,允许厚度差1~4mm),需在厚板上削出斜面,斜面长L>3(δ一δ1),也可两面削出斜面。
②搭接接头强度的计算:图5-10为典型的搭接接头及受力情况,这里还列出了塞焊和电铆焊搭接接头(见图5-10g、h),除此以外,搭接接头都是角焊缝组成的,和对接接头强度计算主要是验算对接焊缝的强度一样,搭接接头强度计算则主要是计算角焊缝的强度。在搭接角焊缝的计算中进行了下述假定:
第一,对于此种角焊缝的形状(见图5 -3)都将内接等腰直角三角形的高即K0,作为计算厚度,不计及焊缝的凸凹度,也不考虑熔深的差别,这样
K0≈0. 7K, K为焊脚尺寸。当熔深较大,如埋弧焊时,可考虑K0≈0. 8K,甚至等于K。
第二,角焊缝一律按计算截面,即计算厚度(习惯称喉厚)截面处受切应力破坏来计算,即使接头承受弯矩,抵抗弯矩产生的应力亦假定为切应力,见表5-8中,式(5-12 )、式(5-15 )、式(5-17 )等等。
第四,限制角焊缝的最小焊脚尺寸,一般不应小于4mm,当板厚小于4mm,则焊脚尺寸可与板厚相同。图5 -10各种搭接接头强度的计算见表5-8的相关部分。
③T形接头强度的计算:如图5-7所示,T形接头和十字接头可以由角焊缝构成(见图5 -7a),这种接头会产生应力集中,也可以由对接焊缝,如K形坡口(见图5-7b)焊缝构成,后者应力集中要小得多。表5-8所列包括了两种焊缝的强度计算。可以看出,角焊缝的强度计算与搭接角焊缝的强度计算是一样的,而后者又和对接焊缝强度的计算相同。应该指出,T形接头承受压力(见图5 -11a)时,由于立板可与盖板抵紧,承受压力能力大为提高,可用式(5 -20 )进行强度计算。很多情况下,集中力既不平行、又不垂直于焊缝,可以将作用力分解成两部分,分别进行强度计算,如图5 -11 d及表5-8中式(5 -26 )。
想了解更多的关于压力容器资质信息可以经常关注我们
【相关文章】


