压力管道许可证
最新动态
 首页 > 压力管道许可证 > GC类工业管道 > 工业金属管道的下料切割要求
首页 > 压力管道许可证 > GC类工业管道 > 工业金属管道的下料切割要求工业管道施工许可证:工业金属管道的下料切割要求
5.2.1 碳素钢、合金钢宜采用机械方法切割,也可采用火焰或等离子弧方法切割。
5.2.2 不锈钢、有色金属应采用机械或等离子弧方法切割。当采用砂轮切割或修磨不锈钢、镍及镍合金、钛及钛合金、锆及锆合金时,应使用专用砂轮片。
5.2.3 镀锌钢管宜采用钢锯或机械方法切割。
5.2.4 切割质量应符合下列规定∶
1 切口表面应平整,尺寸应正确,并应无裂纹、重皮、毛刺、凸凹、缩口、熔渣、氧化物、铁屑等现象。
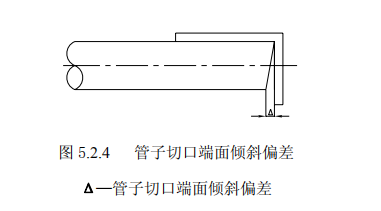
2 管子切口端面倾斜偏差(图5.2.4)不应大于管子外径的1%,且不得大于3mm。
5.2.2 不锈钢、有色金属应采用机械或等离子弧方法切割。当采用砂轮切割或修磨不锈钢、镍及镍合金、钛及钛合金、锆及锆合金时,应使用专用砂轮片。
5.2.3 镀锌钢管宜采用钢锯或机械方法切割。
5.2.4 切割质量应符合下列规定∶
1 切口表面应平整,尺寸应正确,并应无裂纹、重皮、毛刺、凸凹、缩口、熔渣、氧化物、铁屑等现象。
2 管子切口端面倾斜偏差(图5.2.4)不应大于管子外径的1%,且不得大于3mm。
想了解更多的关于工业管道施工许可证信息可以经常关注我们
【相关文章】


